营口鑫源粉体设备有限公司
营口经济技术开发区柳树底工业区
邮编:115007
电话:86-417-6235177 6235377
传真:86-417-6235277
E-mail:ykxinyuan@163.com
营口鑫源粉体设备有限公司
营口经济技术开发区柳树底工业区
邮编:115007
电话:86-417-6235177 6235377
传真:86-417-6235277
E-mail:ykxinyuan@163.com
气流磨是利用高速气流加速颗粒使其产生速度而相互碰撞或与靶相撞粉碎物料,其优点是粉碎物料不产生污染,由于粉碎后压缩高速气流速度降低而体积增大属于吸热过程,对物料还有冷却效果,所以特别适合热敏性物料超细粉碎。
但是,气流磨有一个缺点就是能耗偏高,因此,如何降低能耗,提高生产效率,是气流粉碎的难点之一。
1、气流磨能耗高的主要原因
要想降低气流的能耗,提高生产效率,就必须要先弄明白这其中的原因。
一般来说,高速气流加速固体颗粒的形式主要由以下三种方法:
气流颗粒加速喷嘴:气流与颗粒充分混合后经喷嘴加速,可使颗粒获得极高的速度(几乎与气流速度一样),但物料对喷嘴内壁磨损严重,所以在实际中很少使用。
注射器加速颗粒:高速(超音速)气流与颗粒在混合管中混合加速,颗粒获得较高的速度,但物料对混合管的磨损严重。
自由气流加速颗粒:颗粒以自由落体进入高速气流束被加速,此时通过喷嘴仅有高速气流,磨损很小。但由于颗粒下落速度(横向)很低,很难进入到气流束的中心(高速气流)而获得高的运动速度。
由此来看,气流磨效率高低主要取决于颗粒在流化床内的相对碰撞速度和碰撞角度,所以提高气流磨效率只能通过改变喷嘴和研磨腔几何形状及结构设计来达到。
2、降低气流磨能耗,提高生产效率的几点措施
降低气流磨能耗、提高生产效率可从改进喷嘴结构、确定最佳喷嘴间距、改进研磨腔的形状、确定研磨腔最佳物料位水准等方面入手。
(1)提高颗粒碰撞速度
围绕着主喷嘴布置若干个均匀分布的附助喷嘴,其作用是加速主喷嘴(流化床中)周围物料颗颗进入主流束中心区,以便获得大的碰撞速度;
在主喷嘴中心设置一个喂料嘴,通过该喂料嘴将流化床中流态化的颗粒直接吸入主喷嘴中心,从而获得极高的碰撞速度;
多个喷嘴紧密布置,各喷嘴在加速颗粒的路程上互相侵入,消除了气流束边缘的低速分布区,逐点形成一个新的共同速度分布曲线。这样,可减小诸多喷嘴的低速区,提高颗粒的碰撞速度,从而提高粉碎效率。
(2)改善颗粒的碰撞角度
研究显示,两个带有一定速度的固体颗粒相遇碰撞,其过热蒸汽气流磨是以过热蒸汽作为粉工质或动能的气流粉碎机。

其特点:
一是粉碎强度大,空气介质气流磨形成的气流速度一般为500m/s,蒸汽动能磨气流速度可达到1000m/s以上;
二是设备可大型化,目前最大的空压机200-300m/min,压缩空气介质气流磨很难大型化,而锅炉大型化设备已普及,容易实现蒸汽动能气流磨的大型化,提高了单机设备的产能;
三是兼具干燥功能,加工后的粉体分散性好。
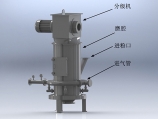
蒸汽动能磨是以工业余热产生的过热蒸汽(压力≥0.2MPa,温度为≥200℃)作为介质,通过高速加速装置实现粉碎腔中过热蒸汽的超音速流动,物料在超音速气流的带动下进行加速,加速后的物料颗粒在粉碎腔中心部分发生碰撞粉碎,粉碎后的物料通过分级机进行分级,最后通过除尘器进行收集。除尘器过滤布袋采用多褶皱耐高温的材料。这种气流磨由于利用工业余热蒸汽,可以节能和降低粉碎成本破碎强度与相对速度和碰撞夹角成正即破碎强度与碰撞角度成正比,180度的碰撞强度是45度的20倍,是90度的8-9倍。破碎强度与相对速度成正比,一般气流磨中气流的速度为超音速(300-500m/s)。在圆形腔体结构中,随着喷嘴数目增加,碰撞角度变小。在圆形腔体结构中,2个喷嘴的角度为180度,但产量又无法满足大型设备需要。